152-7442-0522 176-6517-1176
-- 发布于 2025-05-16 14:52:03
塑料品在表面的凹陷、空洞都称为「缩水」,除了会影响产品外观亦会降低成品质量及强度.缩水的原因与成型技术、模具设计及使用塑料均有关系.
塑料:
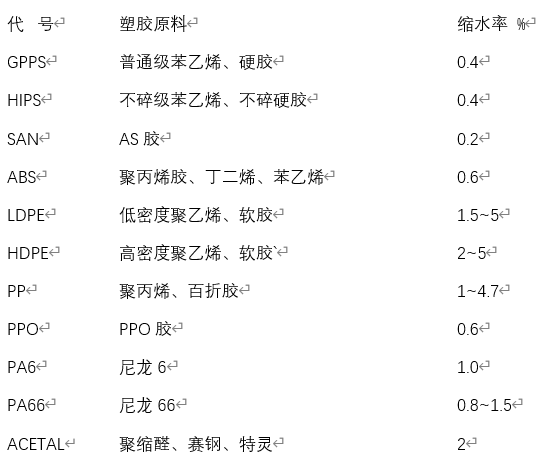
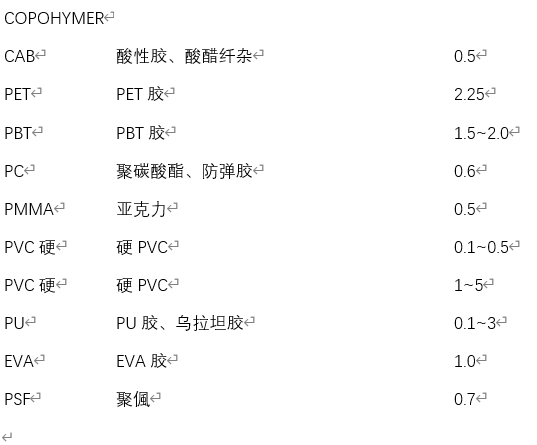
不同塑料原料的缩水率,表一参考数据.通常易缩水的原料都属于结晶性的,如尼龙、百折胶等等.在射出过程中,结晶性塑料受热成流体状态,分子呈无规则排列;当射入较冷的模腔时,塑料分子便慢慢整齐排列形成结晶,结果体积缩小小于规定尺寸范围,就是所谓的“缩水”.
在射出技术控制方面,出现缩水的情况有:压力不足、射出速度太慢、烧口太小成浇道太长等等.所以在使用射出机时,必须注意成形条件及保压是否足够,以防造成缩水问题.
模具及产品设计方面:
模具的流道设计及冷却装置、对成品之影响亦很大出于塑料之传热能力较低,故距离模壁越远越厚、则其凝固及冷却较慢,应有足够的塑料填满模腔,使射出机的螺杆在射出或保压时,塑料不会倒流而减低压力,另一方面水面亦不能冷却太快,以免半固塑料阻塞流道造成压力下降,引致成品缩水.不同的模流过程有不同的收缩率,熔融筒的温度控制得宜,可防止塑件过热;延长周期,可确保制品有充分时间冷却.
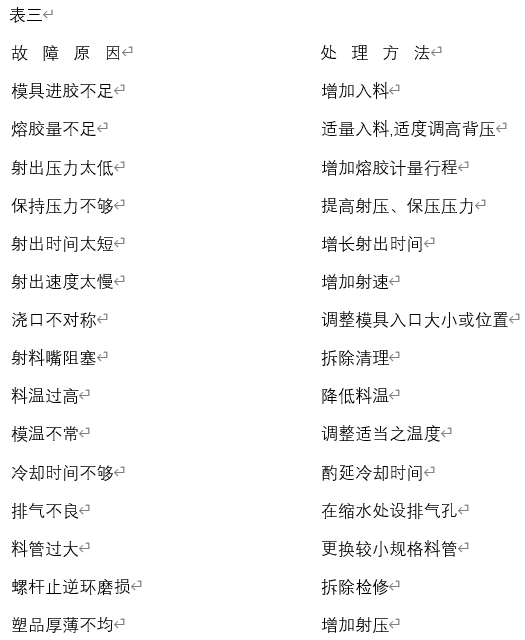
缩水问题如获适当解决,可提高成品质量,减低次废产品并提高生产效率.下表即为缩水可能发生之原因及处理方法.